Synthesis & Fabrication
Activated Combustion High Velocity Air-Fuel (HVAF)
Specifications
- Capable to generate 200 kW equivalent combustion power to spray wide ranging cermets, alloys and metal powders
- Convertible mode of spraying to deposit higher particle sized powders
- Internal geometry coating capability
- Specialized torch for spraying Carbide coatings and thin wear resistant coatings
- Six-axis Robotic handling
Details:
Activated Combustion High-velocity Air-Fuel (HVAF) spray utilises compessed air and LPG fuel combination to generate high velocity gas streams. The optimized combination of high kinetic energy – ideal thermal input allows deposition of coatings with excellent microstructural features including fully dense, defect-free, retained phases and high adhesion strength. The exceptional capabilities can be understood from its highest productivity amongst the competing thermal spray techniques to reach as high as 35 kg/hr for Cr3C2-NiCr based coatings.
The process involves a pre-mixed Air-fuel mixture fed to the combustion chamber through the ceramic insert which is ignited initially with a spark plug. As the Combustion proceeds, the ceramic insert at the entrance of the combustion chamber gets heated up above the auto-ignition temperature of the mixture and takes the role of spark plug to enable stable combustion (also known as “Activated combustion”) throughout the process. The flame temperature during HVAF is much lower than that of HVOF since it uses an air-fuel mixture instead of an oxy-fuel mixture, which allows HVAF to coat thermally sensitive material with lesser thermal deterioration. Control of gas dynamics through the use of diverse nozzles results in range of particle velocities, which translates into highly adhesive, hard, oxide and pore-free coatings. Prominent application sectors with HVAF technique include industries requiring wear, corrosion resistance and refurbishment.
Centre
Centre for Engineered Coatings

Fig.1 Schematic of HVAF Spray system
Automated Portable Cold Spray Unit
Model & Make
Indigenously developed
Details
A portable PLC based automated control panel attached to the cold spray gun enables coating deposition with all the controls juxtaposed at one place. Portability option enables coating deposition for onsite applications with utmost ease. This was indigenously developed at ARCI
Centre
Centre for Engineered Coatings

Automated Portable Cold Spray Unit
Axial Suspension Plasma Spray (ASPS)
Specifications
- High energy plasma power upto 150 kW to spray wide ranging ceramics, cermets, alloys, metal powders and fine particle suspensions
- Plasma jets: up to three, converging mode using Argon, Nitrogen, Hydrogen
- Axial Feedstock injection along the plasma flow
- Dual feed Axial Plasma Spray Torch configured to spray powders and suspensions
- Six-axis Robotic handling
Details:
High energy Axial Plasma spray technique is capable to spraying powders and fine particle suspensions. In comparison with conventional radially injected plasma spray systems, the axially injected powder particles attain better momentum and greater heat transfer while travelling along the plasma plume. Therefore, the axial plasma sprayed coatings exhibit good deposition rate and efficiency and also, offer possibilities of engineering the microstructure with dense, porous and cracked features.
Fine structured coatings provide improved properties than micron-sized coatings. However, the fludized powder feeding arrangement are incapable of injecting fine particles, which necessitates the use of liquid based feeding either as suspensions or solution precursor based spraying. Additional capabilities of axial plasma spraying can be realized through efficient spraying of fine particle suspensions which otherwise are difficult with radial injection systems. Axial suspension plasma spray (ASPS) is an emerging coating technology through the use of fine-sized powder particles suspended in a suitable solvent such as water or ethanol and injected into the plasma flame to get desired microstructure. Unique features of axial suspension plasma spray are,
- Tailored microstructure – dense, porous, columnar, vertically cracked, feathery
- High spray rate
- Relatively thin coatings are possible compared to conventional thermal spray
- Better surface finish
- Wide range of materials – cermets, ceramics, metals and alloys
Prominent application areas with axial plasma spray technique include industries requiring thermal barrier, dielectric, insulation, wear, corrosion resistance and refurbishment. For example, YSZ based thermal barrier coatings applied through ASPS exhibit lower thermal conductivity and identical microstructure similar to that EBPVD process, which can be effectively exploited for cost-effective thermal barrier coatings in gas turbine components.
Centre
Centre for Engineered Coatings

Fig. 1. Axial Plasma Spray in operation
Cathodic Arc Physical Vapour Deposition (CAPVD)
Model & Make
p300, PLATIT
Details
Cathodic Arc Physical Vapor Deposition (CAPVD) is a well known thin film deposition technique for developing very thin (~ 5 nm) to highly thick films (~ 50 µm) of any material. The CAPVD system at ARCI is unique in its kind in India with cylindrical cathodes. The cylindrical cathodes have the advantages of maximum target utilization and minimum droplet formation during the film deposition (to an extent of one order less than the conventional deposition). The state-of-art facility was established to address various surface engineering aspects in major sectors like Machining, Automotive, Aerospace, Aesthetic, Solar Energy etc. Various R&D activities currently ongoing at ARCI includes micro or nano crystalline or composite pure metals, nitrides, carbides, carbo nitrides and diamond like carbon in wide configurations such as mono / multi / gradient layer structures.
Centre
Centre for Engineered Coatings

Cathodic Arc Physical Vapour Deposition
Chemical Vapour Deposition (CVD)
Three types of CVD are available at ARCI
A. Laboratory Set-Up CVD
Model / Make
Custom-made Russia
Specifications
- Power of furnace :4 KW
- Number of Zones: 3
- Temperature range: up to 1050oC
- Temperature control : 0.10oC
- Pressure range: 10-5 - 1.5 bar
- Synthesis time: 2 hours
Details
Chemical vapor deposition of hydrocarbons over a metal catalyst is a classical method that has been used to produce various carbon materials such as carbon fibers and filaments. Used at ARCI for synthesis of Carbon Nanotubes
Centre
Centre for Carbon Materials
B. CVD Unit
Model & Make
MPA Industrie, France
Specifications
CVD has four parts: a) reactor where in the reaction takes place at desired temperatures and pressures b) a gas control panel for the precise control and flow of gases c) scrubber for chemically treating the un-reacted gases d) control panel for process control
- with a maximum temperature up to 1500oC
- Chamber dimensions : 500 mm dia x 700 mm height
- Deposition rate: 50-500 microns/min
- Employs a gaseous phase reaction of the material constituents at optimized conditions of pressure, temperature and gas flow.
Details
The Chemical Vapour Deposition unit is employed for the deposition of thin and thick film coatings by a chemical reaction of the precursors. The deposition is allowed to take place on suitably designed substrates at controlled deposition rates of 50-150 microns/minute. Self standing monoliths could be prepared by carefully removing the deposits from the substrates.
Centre
Centre for Ceramic Processing
C. CVD System
Model & Make
1675, Advanced Vacuum System
Specifications
- Max. Operating Temperature of CVD : 2200oC
- Process Temperature : 1600oC
- Ultimate Vacuum : 1x10-2 Torr
- Process Pressure : 150 Torr
- Type of Vacuum Pumps : Two numbers of Liquid Vacuum Pumps
- Number of Scrubbers : 2 Nos.
- Number of Vaporizers : 4 Nos.
- Number of Gas Injectors: 5 on the Top and 4 at Sides
- Reactor Dimension : 1800 mm ht. x 1400 mm dia
- Turn-table Speed : 1-10 rpm
Details
Used for depositing SiC coating on the SiC substrate and also to make CVD-SiC stand alone parts. The CVD-SiC made has the density close to theoretical value with very high purity. The surface finish achieved on the CVD coated SiC substrate is 3-4 nm. Maximum 1 m dia. Component can be coated and SiC coating uniformity can be achieved within 10-15%.
Centre
Centre for Non-Oxide Ceramics

Chemical Vapour deposition
Coin Cell Fabrication Unit
Model & Make
Eager Corporation, Japan
Specifications
- Auto crimping and decrimping
- Electrically operated
- Capable to crimp and disassemble coin cell of types CR2032, CR2025 and CR2016.
Details
Instrument used for fabrication of coin cells.
Centre
Centre for Automotive Energy Materials

Cold Spray Coating
Model & Make
Acquired from the Institute of Theoretical and Applied Mechanics (ITAM), Siberia and indigenized to suit Indian markets and applications with several modifications
Details
Cold Spray is a high rate material deposition process which involves spraying metallic and composite powders at supersonic velocities (800-1200 m/s) on to suitably prepared substrates. The powder particles are injected in supersonic gas jet, upstream of a De Laval nozzle wherein they attain velocities close to the gas velocity. Cold spray process consumes very less thermal energy when compared to other thermal spray techniques and hence holds the advantage of obtaining dense coatings without oxidation, grain growth and degradation. A unique advantage of cold spray technique is that it can coat nanocrystalline and amorphous powders using cold spray as it retains the powder properties in the coating
Centre
Centre for Engineered Coatings

Cold Spray Coating
Continued Stirrer Tank Reactor
Model & Make
Atlas Continued stirrer tank reactor, Syrris Scientific Equipment Pvt Ltd,U.K
Specifications
- Max Volume: 1000 mL
- rpm: 700
- Syringe Pump flow rate: 12 µL to 2.5mL
- pH range: 1 up to 14
Details
To Synthesis Ni-Co-Mn-OH hydroxides
Centre
Centre for Automotive Energy Materials

Continuous Coating Deposition (CCD) System - MAO
Model & Make
Indigenously developed
Specifications
Thickness of thin films that can be deposited :0.25-10 microns
Details
The CCD system is capable of depositing insulating and corrosion resistant oxide thin films in the thickness range between 0.25-10 microns on thin foils and wires on continuous scale. The proof-of-concept system built at ARCI has been demonstrated to coat half-kilometer long foils. The technology is scalable to treat wider and longer foils and wires. The technology has already been patented in several countries and exploring the potential to develop novel, oil free transformer and other electrical / electronic applications in collaboration with Indian industry partners.
Centre
Centre for Engineered Coatings

Continuous Coating Deposition Equipment

Continuously Coated Foil
Electron Beam Physical Vapour Deposition
Model & Make
Indigenously developed and integrated with the help of foreign collaborator M/s International centre for Electron beam technologies, Kiev, Ukraine
Specifications
Depending on requirements, Electron Beam Physical Vapour unit has been fitted with traditional evaporators (water-cooled crucibles with vertical shafts for displacement of evaporation ingots). The load chamber has the capability of cleaning of the job surfaces and fixing of jobs before moving into the working chamber. Electron beam guns are fitted with a two-stage system of differential high-vacuum pumping, allowing implementation of the evaporation process, it has capabilities with purging of various gases into the working chamber.
Details
A high energy electron beam physical vapour deposition (EBPVD) coating process which allows high deposition rates, precise composition and microstructural control capable of depositing thermal barrier coatings with MCrAlY as a bondcoat and high temperature oxidation resistant coatings that are used on gas turbine blades of aero-engine and power generating industries. The facility is capable of depositing coating of thickness ranging from a micron to a few mm, and also coatings with graded structure and properties.
Centre
Centre for Engineered Ceramics

Electron Beam Physical Vapour Deposition
Feeding Machine
Model and Make
- TOB-RK60, China
Specifications
- The machine has provision for top and bottom cylinder to feed the cylindrical cell case at the bottom and the laser welded jelly roll with top cap and O-ring from the top.
- The machine operates with pneumatic control.
- Parameters: Suitable to feed cell cases with 60 mm diameter, Height: 50-150 mm.
- Capacity of feeding: 1 cell/minute
- Compressed air supply: 0.5 to 0.8 MPa
Details
The cell feeding machine is used to press the laser welded jelly roll with guide plates and top cap with O-ring into the 60mm dia. cylindrical cell case and to fasten the O-ring sealing inside the cell case.
Centre
Centre for Nanomaterials

Feeding Machine
Four-port glove box with in-built vacuum oven facility
Model and Make
- UNIlabpro sp, MBraun
Specifications
- Four port
- Two manually operated small ante-chamber
- One PLC controlled large ante-chamber
- Environment: Argon
- Attached vacuum oven
- 20-25 L volume
- 30-200 degree centigrade temperature
Details
The UNIlabpro sp, MBRAUN four-port glove box attached with vacuum oven is an inert gas (Ar) filled gas station to handle the atmosphere sensitive materials, electrode and cell fabrication. The attached vacuum oven can be used to dry electrode materials and fabricated electrode film. The four port glove box has been designed for the electrode and cell fabrication in R&D level.

Glove Box for Pouch Cell Fabrication (8 ports)
Model & Make
8-Port Glove box –M-Braun -Germany
Specifications
- Slurry preparation
- Electrode coater and drying
- Pouch cell forming
- Electrode Stacking
- Electrolyte Filling
Details
To fabricate the pouch cell up to 1Ah
Centre
Centre for Automotive Energy Materials

Glovebox (2 ports)
Model & Make
IL-2GB, Innovative Technologies, USA
Specifications
- Ports: 2 nos
- Gas: Argon
- Oxygen: <1 ppm
- Moisture: <1 ppm
- Transfer Chamber: 2
Details
Instrument used for storing and synthesis of materials under inert condition and coin cell fabrication.
Centre
Centre for Nanomaterials

Glove box (2 ports)
Glovebox (4 ports)
Model & Make
Jacomex, France
Specifications
- Ports: 4 nos
- Gas: Argon
- Oxygen: <1 ppm
- Moisture: <1 ppm
- Transfer Chamber: 2
Details
Instrument used mixing and coating of electrode for lithium-ion battery.
Centre
Centre for Automotive Energy Materials

Grooving Machine
Model and Make
- TOB-GCFK60, China
Specifications
- Grooving parameters: Suitable to groove with cell cases with 60 mm diameter, Height: 50-150 mm.
- Grooving height accuracy: ± 0.05 mm
- Grooving depth accuracy: ± 0.02 mm
- Capacity: Grooving minimum of 1 cell case/minute.
- Working conditions: 20-30°C, RH of 70-100%.
- The cylinder case will not rebound due to compression resistance, and provides uniform grooving.
Details
The grooving machine is used to groove cylindrical cell cases with the electrode jelly roll. It is essential for proper fitting of the jelly roll inside the cell case.
Centre
Centre for Nanomaterials

Grooving Machine
Jelly Roll Core Flattening Machine
Model and Make
- India
Specifications
- Provided with cutting, curling and flattening function.
- The machine operates with pneumatic control.
- Operates with pneumatic supply.
- Operate jelly rolls with a min dia. of 56-58 mm
- Operates jelly rolls length ranging from 60-150 mm with weight approx. 130 g.
Details
The flattening machine used for flattening both ends of jelly roll simultaneously with three operations in series using 3 different tools. The jelly roll made by winding aluminium foils of 20 micron thick coated with 100-micron carbon on each side of foil. The flattening of jelly roll on both sides is required for laser welding of guide plates to either side of jelly roll.
Centre
Centre for Nanomaterials

Jelly Roll Core Flattening Machine
LEVITATIONAL GAS INFLOW UNIT
Model and Make:
Sourced from High Energy Physics Laboratory, Moscow.
Specifications
- Synthesize of nanopowder for Cu, Ag, Ni, Fe, Al, Co
- Synthesize of Fe-Cu, Fe-Co, Fe-Ni, Ag-Cu, Cu-Ni alloy nanopowders
- Particle size range -10 nm to 100 nm
- Production Capacity – 1-5 g/h
Details
- The levitational gas condensation nanopowder synthesizing unit works on the principle of Gen-Miller condensation.
- Suitable to produce all kinds of metals and alloy with a melting point between 600 to 1900°C and density between 5-9 g/cm3.
- In-situ encapsulation of nano-powder surface.
- Controlled passivation
- Suitable for synthesizing oxide nano-powder of Al2O3, Fe-oxide from metals.
Centre
Centre for Automotive Energy Materials

LEVITATIONAL GAS INFLOW UNIT
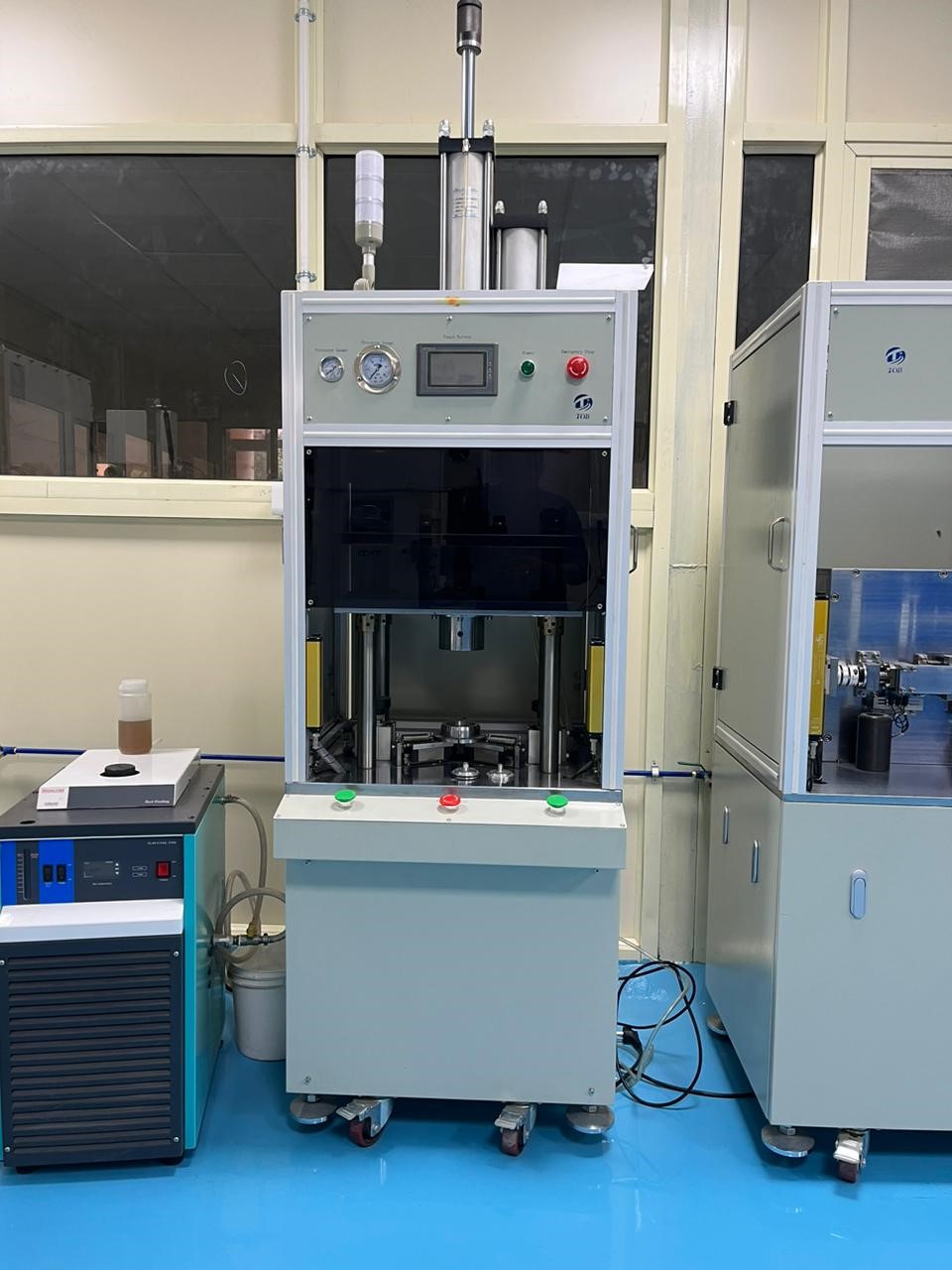
Micro Arc Oxidation (MAO)
Model & Make
Indigenously developed
Specifications
System is equipped to treat up to 12,000 sq. cm. surface area in a single batch.
Details
MAO is also known as Plasma Electrolytic Oxidation (PEO) system. MAO technology is the next generation eco-friendly process capable of depositing dense, ultra-hard (up to 1850 HV) ceramic coatings on different varieties of Al alloys. Wear and corrosion resistant coatings can be deposited on Al, Mg, Ti alloys. ARCI has got the capability to custom design the MAO systems targeted to meet application specific requirements. The technology has been patented in India and USA. The coatings were found to be very attractive in terms of service life enhancement in various fields such as Textile, Automobile, Aerospace, Petrochemical, Wiredrawing and general engineering industry.
Centre
Centre for Engineered Coatings

Micro Arc Oxidation
Microwave Synthesizer
Model & Make
CEM, Mars 6, USA
Specifications
- Power: 1800 W
- Frequency: 50 Hz
- Maximum Temperature: 260 0C
- Vessel type: PTFE
- Volume: 100 mL (12 vessels)
Details
Instrument used for rapid hydrothermal synthesis of materials
Centre
Centre for Automotive Energy Materials

Nabertherm Box Furnace
Model
LC082X003
Make
Bahnhofstr. 20, Germany
Specifications
- Chamber volume: 8 litre
- Continuous operating temperature: 1450 C
- Maximum temperature: 1500 C
- Heating time to Tmax: 50 min
- Inner chamber dimensions: w170 x d290 x h170mm
- Outer dimensions of furnace: W450 x D620 x H570 mm
- Heating capacity: 13 kW
- Voltage: 400 V Ac / 50 Hz / 3 – phase
- Weight: 40 kg
Details
To anneal samples at high temperatures.
Centre
Centre for Automotive Energy Materials

Nabertherm Muffle Furnace
Model
LT 9/ 11
Make
Bahnhofstr. 20, Germany
Specifications
- Chamber volume: 9 litre
- Continuous operating temperature: 1100 C
- Maximum temperature: 1300 C
- Heating time to Tmax: 75 min
- Chamber dimensions (inches): w9 x d913/64 x h611/16
- Overall dimensions of furnace (inches): W18 x D221/2 x H21
- Heater wattage: 3000
Details
To anneal samples at high temperatures.
Centre
Centre for Automotive Energy Materials

Pilot Plant for the Large Scale Synthesis of Sols
Details
A pilot plant for the synthesis of inorganic and organic-inorganic hybrid sols has been set up. It consists of three reactors of capacities 100 l, 20 l and 10 l with storage vessels of various capacities (from 30 l up to 200 l) attached to the respective reactors. Known quantities of the precursors or reactants can be transferred from the storage vessels into the reactors. Small additions of chemicals can be precisely controlled through suitable dosing systems, provided. The reactors can be operated in the temperature range -5oC to 150oC. The plant is equipped with sophisticated process controls and safety mechanisms for efficiently producing large volumes of sols. The prepared sols can be collected in receivers and transported for coating, curing and densification.Centre
Centre for Sol-Gel Coatings
1.jpg)
Planetary Ball Mill
Model & Make
PM 100 CM, RETSCH, Germany
Specifications
- Size reduction principle: Impact, friction
- Material feed size*:< 10 mm
- Final fineness*:< 1 µm, for colloidal grinding < 0.1 µm
- No. of grinding stations:1
- Speed ratio: 1:-1
- Sun wheel speed:100 - 650 min-1
- Effective sun wheel diameter:141 mm
- Grinding jar sizes:12 ml / 25 ml / 50 ml / 80 ml / 125 ml / 250 ml / 500 ml
- Setting of grinding time: 00:00:01 to 99:59:59
Details
Pulverizing, mixing, homogenizing, colloidal milling, mechanical alloying of soft, hard, brittle, fibrous materials (dry or wet)
Centre
Centre for Automotive Energy Materials

Planetary vacuum mixer
Model and Make
- Dual shaft planetary mixer, Gelon LIB Co Ltd. China.
Specifications
- Rotary Speed: 0-800 rpm
- Mixing Container: 150 ml, 500 ml
- Mixing blades: Biaxial planetary stirring
Details
The slurry for lithium-ion battery/supercapacitor electrode coating is prepared by mixing active electrode material, conductive carbon black and a polymer binder in a planetary vacuum mixer to achieve viscous homogenous slurry.

Pulsed Electrodeposition (PED)
Model & Make
DPR 20-50-200; Dynatronix ,USA
Specifications
The electrodeposition facility is accompanied with a commercial pulse power generator with 20 Amps average current, 50 V with peak current rating of 200 Amps.
The deposition can be carried out on wide variety of materials and components.
Details
PED is one of the oldest techniques that has been recently applied to synthesis of nanostructures. Electroplating or electrodeposition is the method of coating the surface of a material, with the help of an electric current. This method is very useful in the production of monolayers and conducting thin films, nanocrystalline metals and alloys, and templates. The most common use of electrodeposition in the field of nanotechnology is the synthesis of nanostructured metals
Centre
Centre for Engineered Coatings

Pulsed Electro Deposition
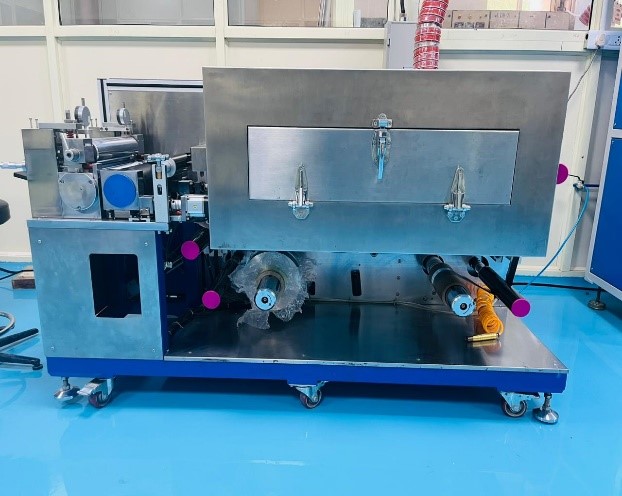
Roll-to-Roll Coating Machine
Model and Make
- TOB-SY300J, China
Specifications
- Method: Comma coating method, the machine should be capable of single face continuous and intermittent coating
- Coating line speed: Adjustable upto 2 m/min
- Dryer temperature: RT-150 oC
- Drying method: Hot air circulation with upper and lower double-sided blowing for electrode drying.
- Maximum coating width: 260 mm
- Maximum coating thickness: 400 micron
Details
The roll-to-roll coating machine will be used for coating viscous slurry to make homogenous thickness electrode foils for cell fabrication.
Centre
Centre for Nanomaterials
Roll-to-Roll Coating Machine
Sealing Machine
Model and Make
- TOB-MFK60, China
Specifications
- Sealing parameters: Suitable to seal with cell cases with 60 mm diameter, Height:50-150 mm.
- Capacitor height accuracy after sealing: ±0.05 mm.
- Sealing shell accuracy after sealing: ±0.03 mm
- Capacity: Sealing minimum of 1 cell case/minute
- The sealing result in airtight sealing of the case to prevent electrolyte leakage.
- It provides with a booster cylinder control mould for parallel sealing of the upper and lower moulds to easily form an automation.
Details
The sealing machine is used to seal cylindrical cell cases after grooving with the electrode jelly roll. It is essential for proper sealing of the cell for final testing and usage.
Centre
Centre for Nanomaterials
Sealing Machine
Semi-Automatic Winding Machine
Model and Make
- TOB-15060YZ, China
Specifications
- Winding unit: cylindrical type
- Needle or Mandrel diameter: 6 mm-60 mm.
- Needle length: 80 mm.
- Automatic winding, automatic needle change, automatic separator cut off, stick termination of tape and blanking is provided.
- Line tension (variable): 0.1 N to 0.7 MPa
- Production rate: 1-2 jelly roles /minute
- Control system: PLC and HMI, servo and stepper motor
Details
This machine will be used for making electrode jelly rolls for making cylindrical type Supercapacitor cells
Centre
Centre for Nanomaterials

Semi-Automatic Winding Machine
Solution Precursor Plasma Spraying (SPPS)
Details
SPPS is an innovative and rapid method to produce mostly functional oxide ceramic coatings by starting from solution precursors and directly producing inorganic coatings. This technique utilizes the molecularly mixed precursor liquids, which essentially avoids the handling and selection of powders, opening up new avenues for developing compositionally complex functional oxide coatings. Basic properties of the process are fundamentally similar to other thermal spraying processes.
The benefits of utilizing the SPPS process include
- the ability to create nanosized microstructures without any feeding problems normally associated with powder systems
- flexible, rapid exploration of novel precursor compositions and combinations
- circumvention of expensive powder feedstock preparation steps
- better control over the chemistry of the deposit
Centre
Centre for Engineered Coatings

Solution Precursor Plasma Spra
Spray Pyrolysis System
Model & Make
SM Scientech 2005, Kolkata
Specifications
Water evaporation capability is 20 litres/ hr.
Details
Aqueous solutions (various molarities) of metal nitrate salts along with pre determined quantities of additives is fed via a peristaltic pump and atomized at a particular pressure of compressed clean/dry air is allowed to enter in to a hot zone to under go pyrolysis. The temperature is again a predetermined one for a given composition with the help of thermal analysis.Required temperature in pyrolysing chamber is generated by blowing hot air to have the advantage of cyclonic classification possible for the product powders as a function of their size. Operating parameters for each composition can be stabilized by studying the effect of (solution) feed rate & molarity, pyrolysis temperature and atomizing pressure to achieve the highest yield. Nano powders such as doped/pure ZnO, ZrO2, YSZ, Lanthanum Strontium Manganate-LSM in bulk (kg level) can be synthesized
Centre
Centre for Ceramic Processing

Spray Pyrolysis system
Thermal Evaporation & Deposition System
Model & Make
VR Technologies, Bengaluru
Specifications
- Current : 0-10 A (primary), 0-200A (secondary)
- No. of sources : 2
- Vacuum : 10-6mbar
- Source Materials : Mo, W
Details
For thin film deposition of Metals and Alloys. Equipped with digital thickness monitor, substrate heater and plasma cleaning attachment
Centre
Centre for Automotive Energy Materials

Three-Dimensional (3D) Mixer
Make
- Hexagon Product Development Private Limited, Vadodara, Gujarat.
Model
- ALPHIE-10
Specifications
- Power Supply: 0.5 HP, 220 V
- Gross volume capacity: 10 Litre
- Cage Speed: 10 to 70 rpm adjustable
- Clamping device: Nonmetallic crown with rubber strings
- Speed and time change facility, forward reverse cycle speed provision
- Plug, program and operate hassle-free.
Use
- To thoroughly mix metal, ceramic and alloy powders.
- Inert atmosphere may be used in the cans if required.

Three-Dimensional (3D) Mixer
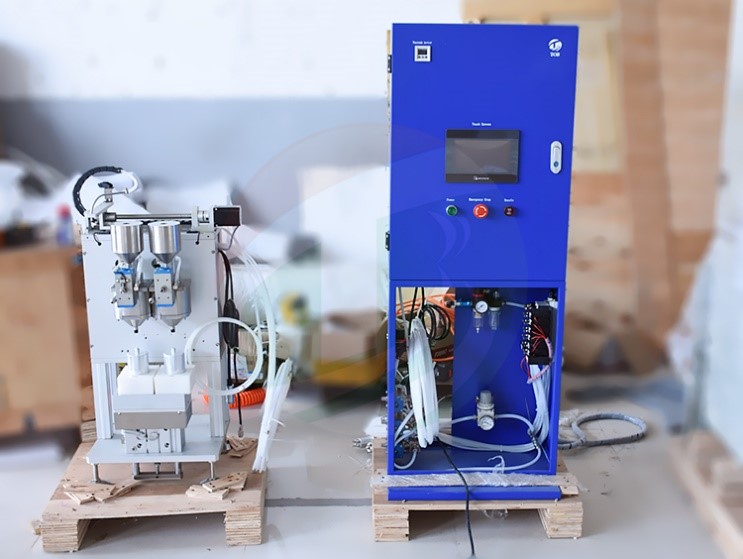
Vaccum Filling Machine:
Model and Make
- TOB-ZY60B, China
Specifications
- Parameters: Suitable to seal with cell cases with 60 mm diameter, Height: 50-150 mm.
- Provides two filling stations to fill 2 cells at a time.
- Electrolyte filling capacity: 20 ml-250 ml with automatic injection mechanism.
- Vacuum during electrolyte Injection: 10-3 to 10-4 Kpa.
- The machine is pneumatically controlled.
- The machine is able to work in temperature of 20-30 °C inside a glove box under inert atmosphere.
- The size of electrolyte filling machine provided with a dimension of 1200 mm length, 780 mm depth and 920 mm height inside the glove box.
Details
The vacuum filling machine is used to inject electrolyte into the cylindrical cell cases after sealing and should be operated inside a glove box or in a dry room with less than 1 percentage relative humidity.
Centre
Centre for Nanomaterials